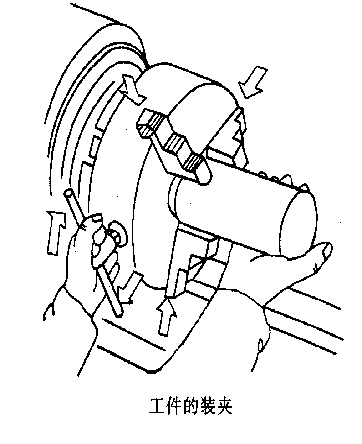
工件的装夹
1.装夹 逆时针方向旋转卡盘扳手,卡抓张开,当张开量大于工件直径时,将工件插入卡盘卡抓所形成的孔内。工件伸出卡盘的长度在满足要求的前提下要尽量缩短。
2.找正 用三抓自定心卡盘装夹工件一般勿需找正,但当夹紧长度短、露出长度长时,工件易歪斜,则需找正。
 放大看
放大看
安全操作规程:注意在用卡盘扳手装卸工件的时候,要时刻记住卡盘扳手随手取下!
中山名师高徒模具数控培训学校专注数控车床编程培训7年,是少数车床理论+实操相结合的专业技术培训学校
车刀的选用和安装:
1、车刀的组成 车刀由切削部分和刀柄组成。切削部分用来切削,刀柄用来装夹。
(车端面和倒角选用45°车刀)
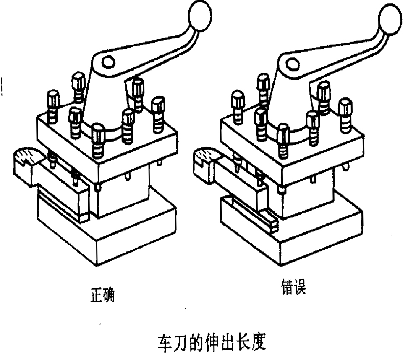
2、车刀的安装、
(1)、伸出刀架的长度不易太长,一般为到柄高的1~1.5倍。
(2)、刀尖必须严格对准工件的轴心线,否则工件端面将留一凸台,并将损坏刀尖。
 放大看
放大看
tips:对准工件中心的方法
通常使用顶尖对准法。 将安装好的刀具的刀尖移动至顶尖靠近,看刀尖是否与顶尖的中心平行。(可用垫片适当调整刀尖的高度)
倒角和车端面:
(1)、倒角 倒角通常用45°弯车刀。车端面前一般要先倒角。
(2)、车端面 可以用45°弯头车刀或90°偏刀车端面,前者的刀尖强度较高,用于粗车和半精车,后者用于半精车和精车。
 放大看
放大看
容易出现的质量问题
(1)、端面凸或凹 原因是背吃刀量大;床鞍未固紧;小滑板间隙大;刀架未锁紧;车刀磨钝。
(2)、工件端面留凸台 原因是刀尖未对准工件的轴心线
孔零件:
麻花钻的特点:车床钻孔和和钻床钻孔一样,都是在实体工件上加工出孔,都属于粗加工。
放大看
放大看
中心钻的作用:较长的轴类工件的车削、磨削和铣削工序通常用顶尖安装定位。用顶尖安装工件不仅方便,而且定位精度高。用顶尖安装工件必须先在工件端面上钻出中心孔。
放大看
车孔:
车孔刀放大看
中心钻的作用:较长的轴类工件的车削、磨削和铣削工序通常用顶尖安装定位。用顶尖安装工件不仅方便,而且定位精度高。用顶尖安装工件必须先在工件端面上钻出中心孔。
放大看
车刀的安装:
安装车刀时,有V型垫刀块,可固定住圆形的刀柄。在装夹时,车孔刀悬伸长度要合适,一般比孔深长出5~10㎜。(安装过长会导致刀柄没有强度,安装过短,孔还没车到尺寸刀架就会和卡盘相撞。
孔的车削:
车削台阶孔 车削台阶孔要根据孔径的大小合理选用钻头、扩孔钻和不通孔车刀.车台阶面(孔内端面)终了时要保证刀柄外缘和孔壁间留一定的间隙.
1. 粗车台阶孔
(1)粗车小孔 ①开动机床使车刀刀尖刚触及孔壁后既纵向退出,然后将中滑板刻度对零.②根据加工余量确定背吃刀量,背吃刀量的大小用中滑板刻度盘控制.③摇动床鞍手轮,待车刀将触及工件时,用自动进给车削.车削声音消失时表明车刀已离开孔的末端,要立即停止进给,然后退刀.
(2)粗车台阶孔
①开动机床,使内孔车刀触及工件端面,将刻度对零,粗车用床鞍,精车时用小滑板控制孔深.
②移动床鞍和中滑板,使刀尖触及孔壁后纵向退出,将中滑板刻度调至零位.
③移动中滑板,调整粗车背吃刀量,然后纵向进给车孔.当床鞍刻度显示接近孔深时,停止机动进给,换手动,至要求尺寸时,改用中滑板横向进给车台阶端面.
④台能够深度尺测量.阶孔深
2. 精车台阶孔
(1)精车小孔 采用试切的方法,
(2)精车台阶孔 试切尺寸正确后,车削方法和粗车其本相同,最终孔深要采用小滑板进给控制。
(3)测量 用深度尺测量孔深,
车削圆锥面:
锥体常用的车削方法
1.转动小滑板法
放大看
车刀的安装
放大看
目前,专业培训数控车床的学校少之又少,名师高徒模具数控培训学校在这一块有足够的的教学经验,也有足够的企业人脉,欢迎有意向学习的朋友到校参观考察!做车床培训,我们是专业的!